Tools
FrePPLe has 3 constructs to model different types of tools.
- A first approach is to use a dummy material for modeling the tooling.Use this type if the tools are used across multiple operations that are not suboperations in a routing.
- When the tool is used for different steps within the same routing operation, there are 2 variations.With the first variation the same amount of tools is used, regardless of the quantity of the manufacturing order.Eg a box, a container, a pallet, … to store the pieces while they are on the shopfloor.With the second variation the tool requirement is proportional to the quantity of the manufacturing order. A bigger manufacturing order needs more tools than a small manufacturing order.Eg a frame that needs to be put around each individual piece while it is on the shop floor.
Check this feature on a live example
Download an Excel spreadsheet with the data for this example
The first type of tool is modeled very much as a material.
- They are modeled as a buffer for which the subcategory field is set to “tool”.The operation that claims the tool gets an operation-material record to consume the tool item.The operation that releases the tool get an operation-material record to produce the tool item.The operation-materials records will typically (but not necessary) be populated using the “fixed quantity” column to keep the tool quantity independent of the size of the manufacturing order quantity.
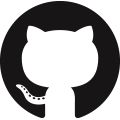
- In this example we have a production consisting of 5 subsequent steps.We model a (virtual) tool to control the level of work-in-progress across the operations 2 through 4: only 2 jobs are allowed simultaneously in this cell. You can think of this as a kanban card which we need to obtain when entering the cell, and which we release when leaving the cell.
- Use the manufacturing order report to verify that the kanban card constraint is correctly respected. You’ll find that new operations at step 2 are only created at the moment when an operation at step 4 finishes (respecting also the working hours of the location, of course).
- You can change the initial inventory of the kanban cards in the buffer table to see how it impacts the delivery performance.How many cards do you need at least to bring the lateness to its minimum? And can you explain that result?
The second type of tool is modeled as a resource:
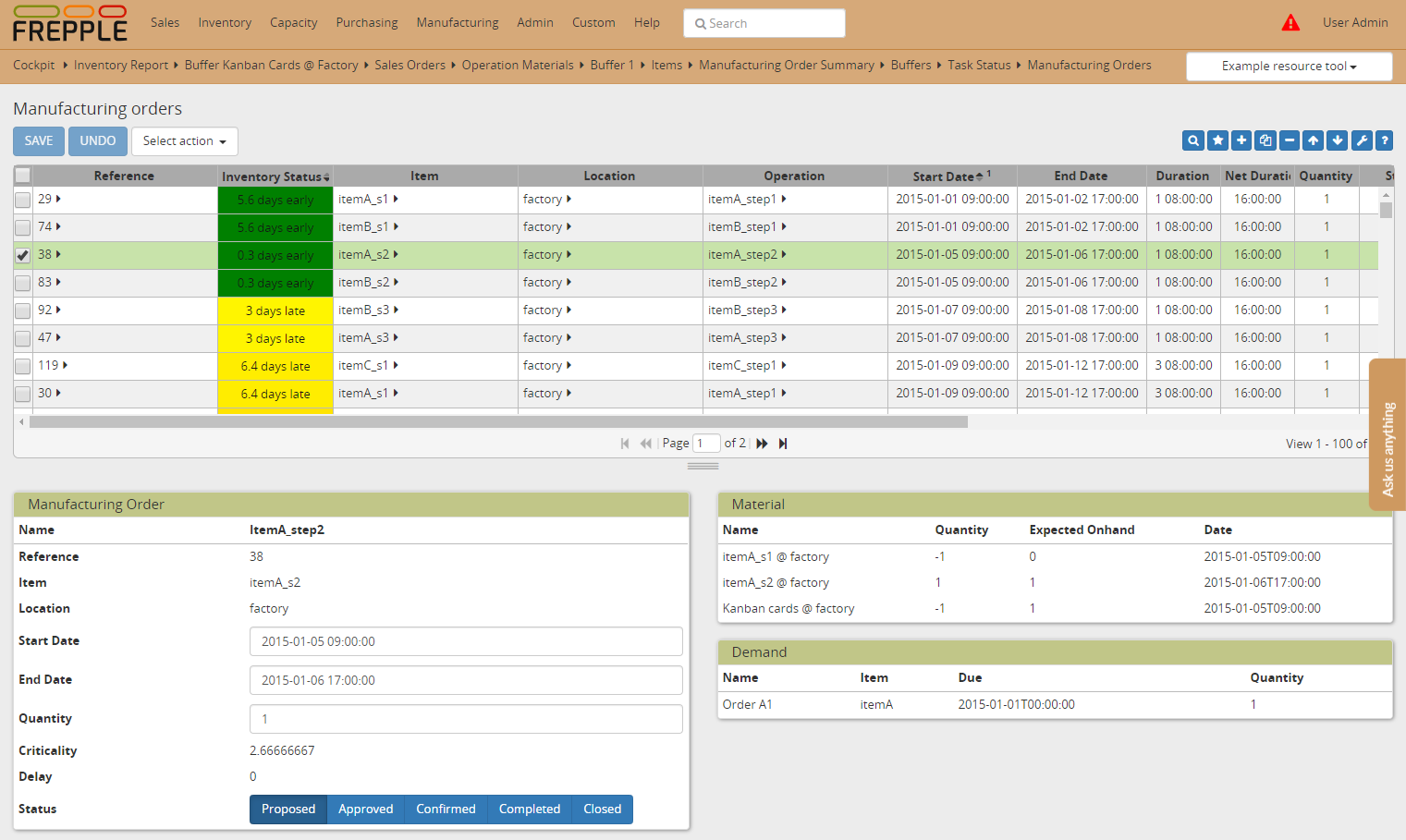
The tool resources are marked with the subcategory “tool” (when independent of the MO quantity) or “tool per piece” (when proportional to the MO quantity) in the resource table.
In this example, we’ll be using pallets to model “tool” resources and frames to model “tool per piece” resources. This example has 3 pallets, 10 frames of type #1, 5 frames of type #2 and 7 frames of type #3.
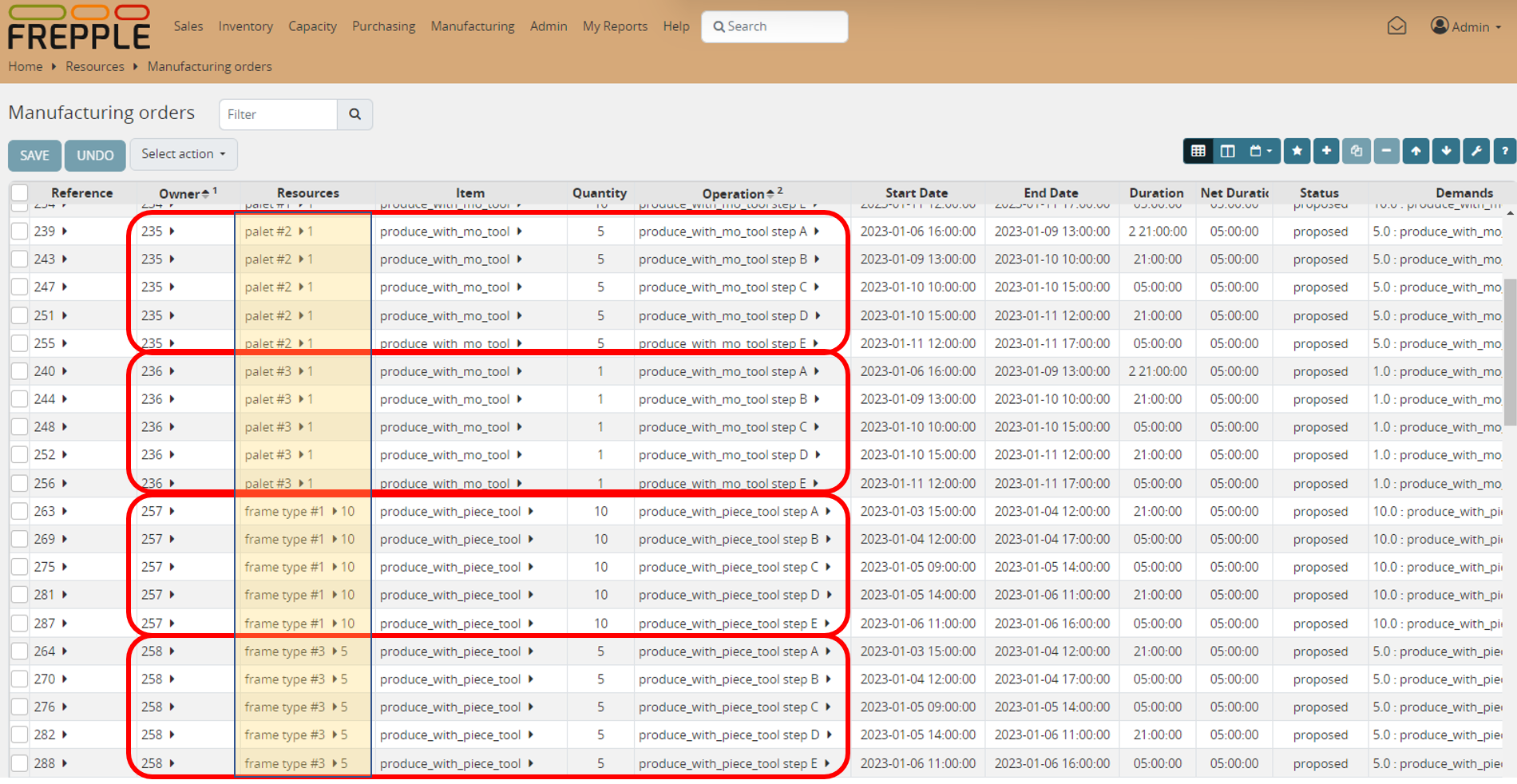
- Use the manufacturing order report to verify the following behavior:For tool resources:
The same tool is used for all steps in a routing. You cannot perform step A with pallet #2 and step B with pallet #1.
Manufacturing orders always use 1 pallet, regardless of their quantity.
For tool per piece resources:- Manufacturing orders use as many frames as the quantity of the manufacturing order. A big manufacturing order needs more frames than a smaller one.Can you find out what happens if the requirements exceeds the number of frames we have available? There are some customer demands in this example that are big enough to analyse this behavior…